Moreover, the outcomes showcase a remarkable decrease in wear rates, approximately 35%, for ME Elecmetal’s cutting-edge design, compared to the original design. This reduction allows for a decrease from three maintenance cycles per year to only two, demonstrating enhanced durability and cost-effectiveness.
ME Elecmetal identified the client’s need to optimize the lifespan of its liners in the 1250 tower mills, operating in the concentrator plant. In recent years, these liners had provided a duration of approximately 3,000 effective operating hours per campaign, which practically equated to four months of operation.
Given that the client’s concentrator plant relies on a SAG mill that feeds into the tower mills, it’s important to highlight that the SAG mill requires downtime every four months to align with the liner maintenance schedule of the tower mills. In this scenario, extending the lifespan of the tower mill liners to six months emerges as a critical objective. This extension would enable synchronization of maintenance intervals between the SAG plant and the tower mills, leading to a significant boost in availability for both the flotation plant and the client’s primary production line.
The client’s original 1250 tower mill liner design was characterized by a configuration comprising a pair of end liners with a maximum thickness of 318 mm, and four pairs of identical upper wear liners, each with a maximum thickness of 185 mm.

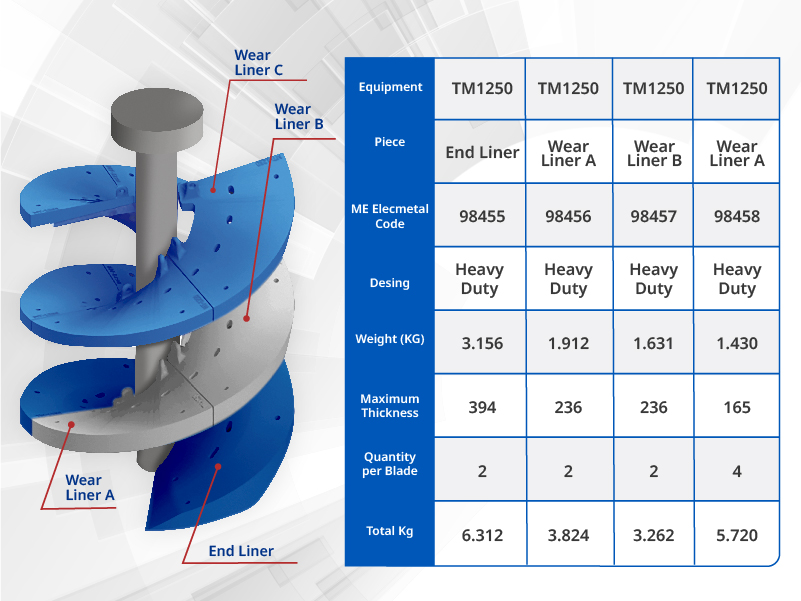
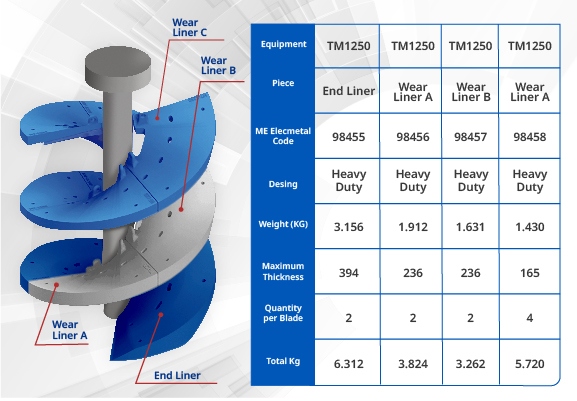
The revised proposal introduces a heavy-duty design that integrates steel redistribution to reinforce the liners with enhanced wear resistance, as depicted in the image.

The proposal considers a Heavy Duty design, which incorporates steel redistribution reinforcing the linings with higher wear, as shown in the image.
To address the identified issue of enhancing reliability from four to six months, ME Elecmetal proposed a specific test to assess the outcomes post-implementation of a liner change. This test entailed the development of a new liner design, incorporating an intelligent distribution of liner thickness and utilizing an alloy with superior wear performance.
After the campaign, the pieces were arranged for the ME Elecmetal team to conduct scans of the outgoing liners utilizing a 3D laser scanner. The subsequent images illustrate the removal of the pieces and their measurement:
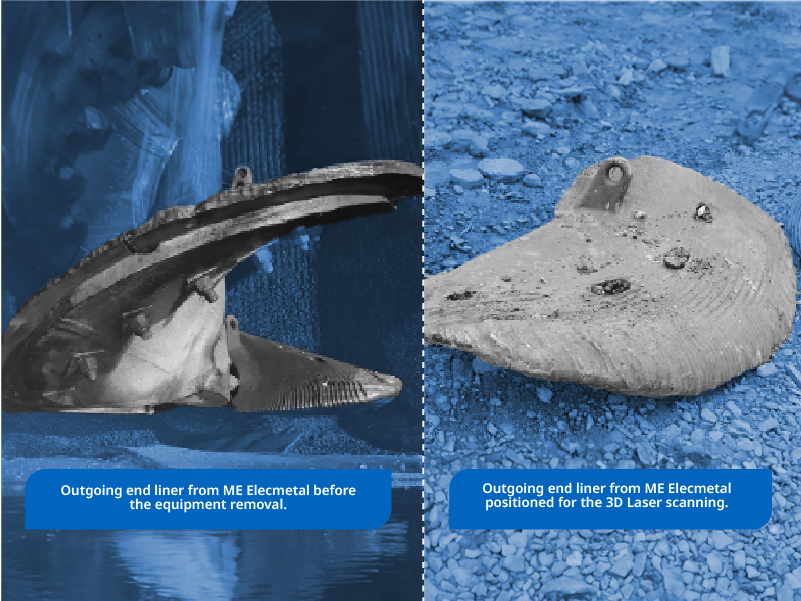
Upon reviewing the following images, it is clearly evident that the liners experienced less wear than the previous campaign, where a standard design was used.
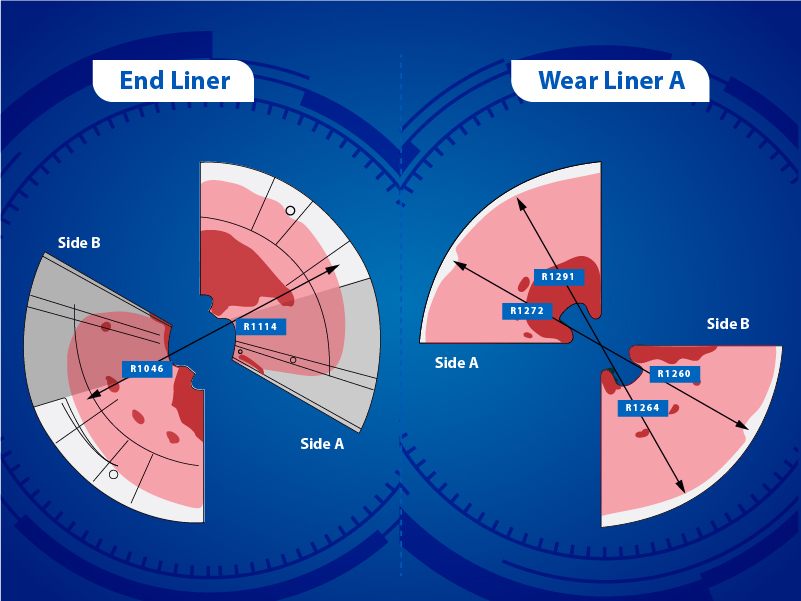
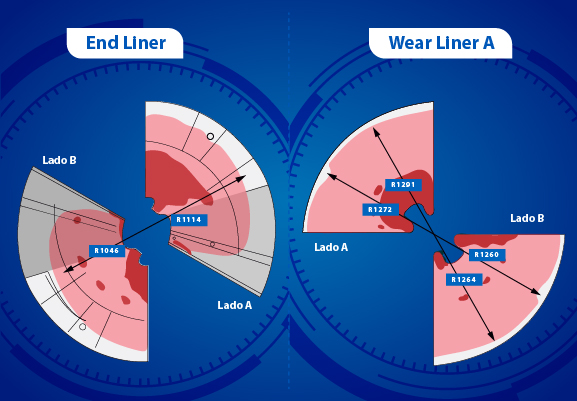
Below is the table summarizing the test results for the mill operating for 3,860 effective hours:
| Liner | Nominal radius (mm) | Worn critical radius (mm) | Total wear (mm) | Wear rate (mm/hour) |
| End Liner side A | 1.353 | 1.114 | 239 | 0,062 |
| End Liner side B | 1.353 | 1.046 | 307 | 0,079 |
| Wear Liner A side A | 1.353 | 1.260 | 93 | 0,024 |
| Wear Liner A side B | 1.353 | 1.272 | 81 | 0,021 |
In general, all the components manage to safeguard the maximum allowable wear towards the blade up to 1,000 mm at the critical radius. Despite operating 24% more effective hours, the critical radius with which the components came out was 5% greater at the tip that experienced the most wear, ending up with a remaining critical radius of 1,046 mm.
| Liner | Standard end Liner Design | Heavy-Duty End Liner Side A | Heavy-Duty End Liner Side B |
| Effective operating hours (hours) | 3.110 | 3.860 (+24%) | 3.860 (+24%) |
| Initial lining radius (mm) | 1.353 | 1.353 | 1.353 |
| Maximum recommended radius (mm) | 1.000 | 1.000 | 1.000 |
| Final campaign radius (mm) | 999 | 1.114 (+12%) | 1.046 (+5%) |
| Desgaste total (mm) | 354 | 239 | 307 |
| Wear rate (mm/hour) | 0,1138 | 0,0619 (-46%) | 0,0795 (-30%) |
The following results are obtained:
According to the wear generated in this campaign and based on a linear projection of it, it is estimated that the components could have been operating for about 4,500 effective hours. Compared to the previous situation, this means it would have achieved the ambitious goal of reaching a 50% effective increase in the components lifespan.


